
Превосходная непрерывная разливка и прокатка медных прутков
Превосходная непрерывная разливка и прокатка медных прутков – тема, которая всегда вызывает интерес. Часто встречаю в обсуждениях некое недопонимание, как будто это просто 'литье и прокатка', но на деле здесь тонкости, которые напрямую влияют на качество конечного продукта. Сразу скажу: хорошая погона за производительностью не должна идти в ущерб качеству. На практике, часто вижу попытки оптимизировать процесс до предела, забывая о потенциальных проблемах, возникающих из-за слишком высоких скоростей или неправильно подобранных параметров. Поэтому, думаю, полезно будет затронуть разные аспекты, опыт, который мы накопили в ООО Чэнду Цзиньчжун Машиностроение, и поделиться некоторыми наблюдениями.
Оптимизация процесса разливки: Залог качества будущей прокатки
Начало всего – это, конечно, разливка. Считается, что равномерность и чистота слитка непосредственно влияют на последующую прокатку. И это правда, но вопрос не только в этом. Нам приходилось сталкиваться с ситуациями, когда даже при идеальном слитке, дальнейшие проблемы с прокаткой возникали из-за микротрещин, образовавшихся на этапе охлаждения. Это, кстати, особенно актуально для прутков большого диаметра. Влияние охлаждающей среды, скорость охлаждения – все это нужно тщательно контролировать. Мы используем современные системы охлаждения, и даже сейчас постоянно экспериментируем с параметрами, пытаясь добиться наилучшего результата.
Мы используем различное оборудование для непрерывной разливки, и выбор зависит от требуемого качества и бюджета. Важно правильно подобрать параметры разливки под конкретный металл и желаемый размер прутка. Например, при работе с сплавами, содержащими примеси, необходимо учитывать их влияние на процесс охлаждения и затвердевания. Недавно, мы протестировали новую систему охлаждения с использованием регулируемой скорости потока, и результаты оказались весьма перспективными. Снижение теплового стресса при охлаждении привело к значительному уменьшению количества дефектов.
Важный момент – это контроль химического состава расплава непосредственно перед разливом. Даже небольшие отклонения могут привести к серьезным проблемам в дальнейшем. Мы используем автоматизированные системы контроля, которые позволяют оперативно выявлять и корректировать состав, если это необходимо. Полагаю, что это один из ключевых факторов, определяющих качество готовой продукции. И, поверьте, это не просто 'проверка по бумажке' – это постоянный мониторинг и анализ данных.
Проблемы с охлаждением и микроструктурой слитка
Как я уже упоминал, процесс охлаждения — это не просто снижение температуры. Это сложный физико-химический процесс, который формирует микроструктуру слитка. Если охлаждение происходит слишком быстро, могут образовываться трещины и напряжения, а если слишком медленно — риски неполной кристаллизации. Идеальный сценарий – равномерное охлаждение, которое обеспечит однородную микроструктуру по всему объему слитка.
Мы проводили исследования, чтобы понять, как различные типы охлаждающих сред влияют на структуру слитка. Результаты показали, что использование специализированных охлаждающих масел с высокой теплопроводностью значительно снижает вероятность образования трещин. Но опять же, нельзя применять универсальное решение. Необходимо учитывать состав металла и требуемые механические свойства готового продукта. Например, для прутков, предназначенных для изготовления высоконагруженных деталей, нужно добиваться более однородной и прочной микроструктуры.
Недавно мы столкнулись с проблемой образования 'пустот' в слитке при использовании определенного типа охлаждающей среды. Оказалось, что причина заключалась в загрязнении системы. Было проведено тщательное очищение, и проблема была решена. Это пример того, как важно следить за состоянием оборудования и проводить регулярное техническое обслуживание. Иначе, даже самые современные технологии могут оказаться неэффективными.
Прокатка медных прутков: От слитка к готовому изделию
После разливки и затвердевания слиток поступает на прокатный стан. Это, на первый взгляд, простой процесс, но и здесь есть свои тонкости. Важно правильно подобрать параметры прокатки, чтобы получить пруток с требуемыми размерами и свойствами. Скорость прокатки, температура металла, давление – все это нужно тщательно контролировать.
Мы используем современные прокатные станы с автоматизированным управлением. Это позволяет нам точно контролировать параметры прокатки и получать продукцию с минимальными отклонениями от заданных значений. Важно также правильно подобрать геометрию валков прокатного стана. Это влияет на качество поверхности прутка и его геометрические размеры.
Одним из распространенных проблем при прокатке медных прутков является образование дефектов на поверхности. Это могут быть царапины, вмятины или другие повреждения. Причинами образования дефектов могут быть загрязнение металла, неправильно подобранные параметры прокатки или неисправность прокатного стана. Мы постоянно работаем над улучшением процесса прокатки, чтобы минимизировать количество дефектов и повысить качество поверхности прутков. Например, мы внедрили систему контроля поверхности прутков с использованием оптических датчиков, что позволило нам оперативно выявлять дефекты и корректировать параметры прокатки.
Контроль качества при прокатке и ее последствия
Контроль качества при прокатке – это обязательный этап производства. Он позволяет выявить дефекты на ранней стадии и предотвратить дальнейшую обработку некачественной продукции. Мы используем различные методы контроля качества, включая визуальный осмотр, ультразвуковой контроль и рентгеновский контроль.
Визуальный осмотр позволяет выявить дефекты на поверхности прутка, такие как царапины, вмятины и другие повреждения. Ультразвуковой контроль позволяет выявить внутренние дефекты, такие как трещины и включения. Рентгеновский контроль позволяет получить изображение внутренней структуры прутка и выявить дефекты, которые невозможно обнаружить другими методами.
Выявление дефектов на этапе прокатки позволяет избежать дорогостоящих переделок и снизить количество брака. Это, в свою очередь, повышает рентабельность производства и обеспечивает высокое качество продукции. Например, при применении рентгеновского контроля мы выявили несколько случаев образования микротрещин в прутках, которые были устранены путем корректировки параметров прокатки. Это позволило нам значительно повысить надежность продукции и снизить количество рекламаций.
Современные тенденции и будущее производства
Сейчас наблюдается тенденция к автоматизации и цифровизации производства. Все больше предприятий внедряют системы автоматического управления, которые позволяют контролировать все этапы производства и оптимизировать процесс. Мы также активно внедряем современные технологии, такие как машинное обучение и искусственный интеллект, для улучшения качества продукции и повышения эффективности производства.
Особое внимание уделяется экологической безопасности производства. Мы используем современные системы очистки выбросов и сточных вод, а также стремимся к использованию экологически чистых материалов.
В будущем, я думаю, производство медных прутков станет еще более автоматизированным и экологичным. Искусственный интеллект и машинное обучение будут играть все большую роль в оптимизации процесса и улучшении качества продукции. ООО Чэнду Цзиньчжун Машиностроение планирует активно участвовать в развитии этих технологий и внедрять их на свои производственные мощности.
В заключение, хотелось бы отметить, что производство превосходной непрерывной разливки и прокатки медных прутков – это сложный и многогранный процесс, который требует постоянного совершенствования и внедрения новых технологий. Опыт, который мы накопили в ООО Чэнду Цзиньчжун Машиностроение, позволяет нам обеспечивать высокое качество продукции и удовлетворять потребности наших клиентов. Мы всегда готовы к сотрудничеству и приглашаем партнеров к совместному развитию.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
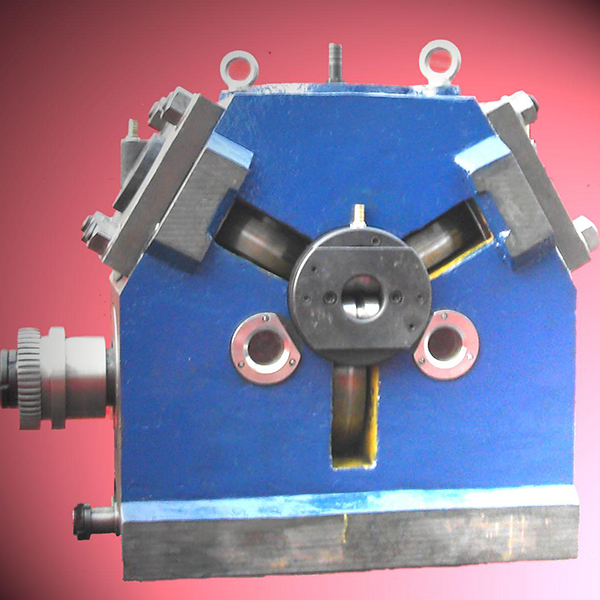
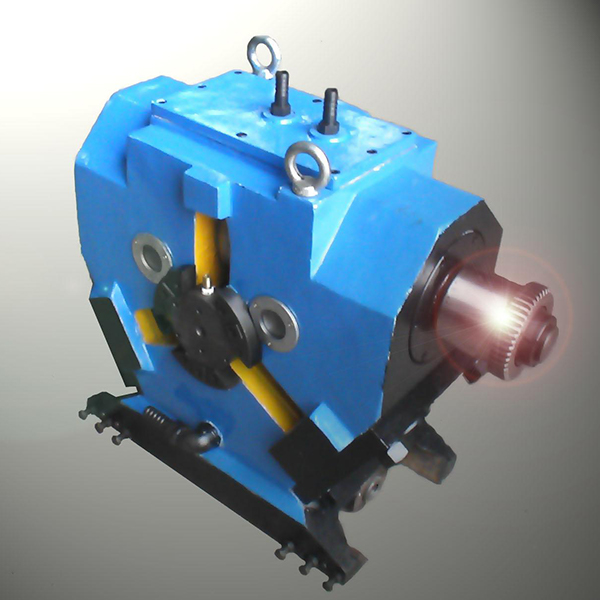
 Двухвалковая горизонтальная клеть
Двухвалковая горизонтальная клеть -
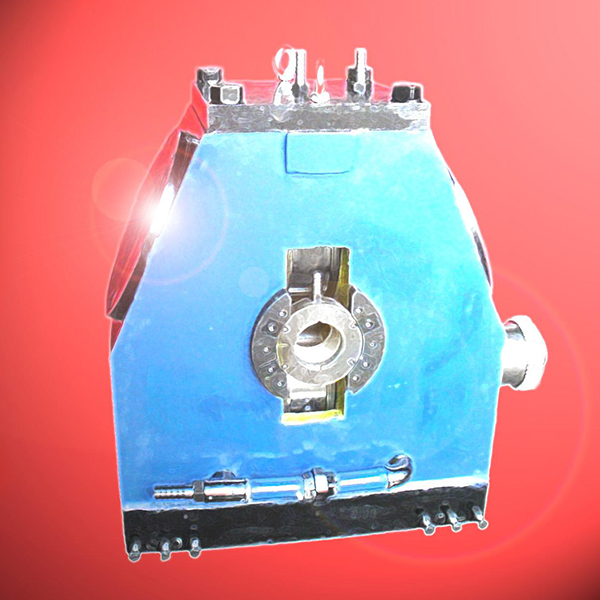
 Верхняя приводная клеть
Верхняя приводная клеть -
 Кристаллизационное колесо
Кристаллизационное колесо -
 Входной направляющий аппарат
Входной направляющий аппарат -
 Полностью автоматический пакетировочный стан для алюминиевых прутков
Полностью автоматический пакетировочный стан для алюминиевых прутков -
 Форсунка
Форсунка -
 Муфта главного двигателя
Муфта главного двигателя -
 Прокатный валок
Прокатный валок -
 Линия непрерывного литья и прокатки медных прутков
Линия непрерывного литья и прокатки медных прутков -
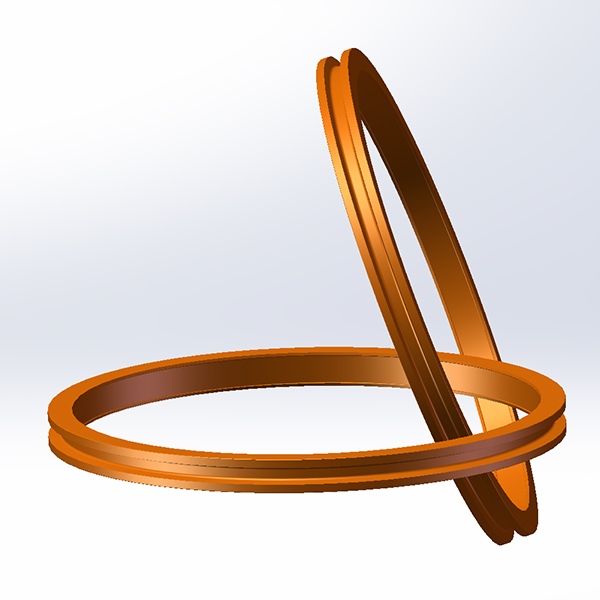
 Седелка затвора
Седелка затвора -
 Шестерня клети
Шестерня клети -
 Выпускная труба
Выпускная труба
Связанный поиск
Связанный поиск- Заводы по производству запасных частей для прокатных станов
- Оптовая торговля очисткой алюминиевых печей
- Поставщики шпинделей
- Ведущие предохранительные муфты для ударных дрелей Makita
- Поставщики очистителей для печей выдержки жидкого алюминия
- Купить предохранительную муфту с винтом для режущего стола
- Купить валки
- Машины для пакетирования рулонов стали в Китае
- Шкив стальной ленты
- Ведущие шпиндели

