





-

Срезная втулка
-

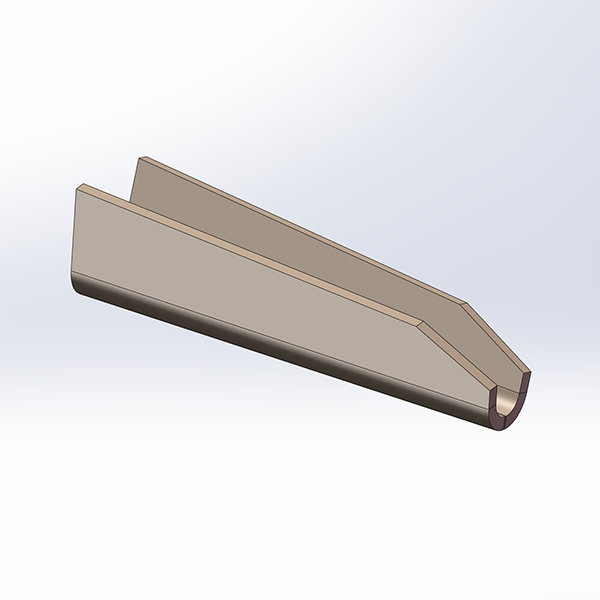
Выпускная труба
-
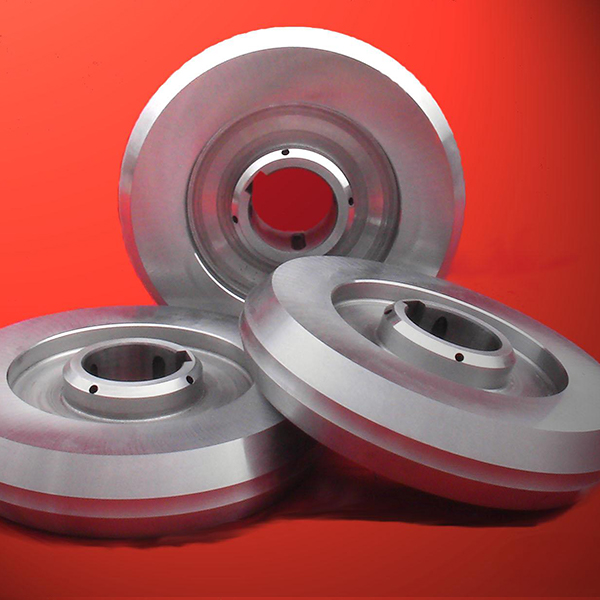
Прокатный валок 6
-

Медный прокатный валок
-

Двухвалковая вертикальная клеть
-
Двухвалковая горизонтальная клеть
-
Кристаллизационное колесо
-

Главный вал
-

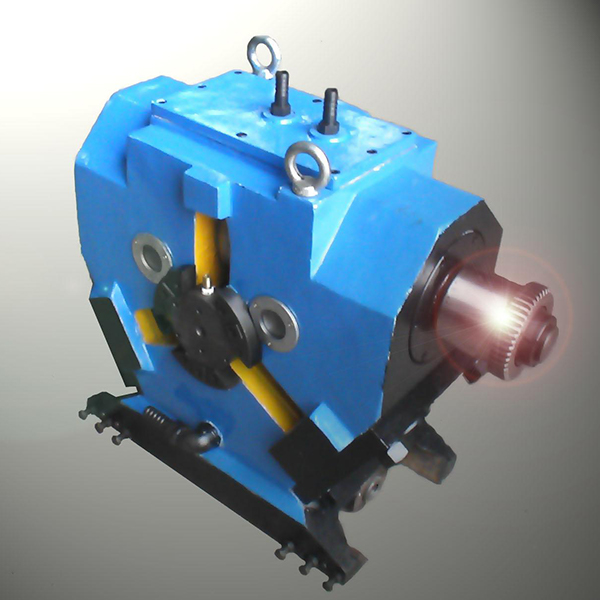
Муфта главного двигателя
-
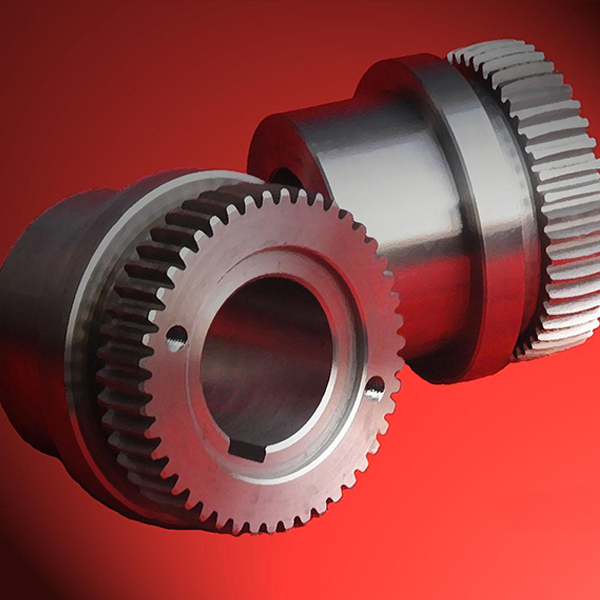
Барабанная зубчатая муфта
-

Длинные и короткие валы клети
-
Алюминиевый прокатный валок
-

Линия непрерывного литья и прокатки медных прутков
-
Четырехфункциональный агрегат заливки рафинирования удаления шлака и очистки печи
-

Входной направляющий аппарат
-
Литниковая воронка





Полностью автоматический пакетировочный стан для алюминиевых прутков
Автоматическая упаковочная машина в основном состоит из трех основных частей: механической трансмиссионной системы, гидравлической трансмиссионной системы и электрической системы управления.
Описание
маркер
Механическая трансмиссионная система
1.Часть разматывания: Для использования собственного производства алюминиевых прутков в качестве упаковочной проволоки для алюминиевых катушек, часть разматывания должна быть оснащена качающейся рамой. Качание рамы влево и вправо в двух позициях обеспечивает разматывание проволоки.
2.Часть подачи и резки проволоки: Обеспечивает функции подачи проволоки и ее резки.
3.Часть направляющего канала проволоки: Точно охватывает кольцевое сечение упаковываемой катушки, формируя круговой траекторный канал для удобства обвязки алюминиевых прутков.
4.Часть скручивания и захвата: Осуществляет захват трех витков проволоки, скручивая их в косичку для обвязки алюминиевой катушки.
5.Часть вертикального и горизонтального гидравлического скольжения: После завершения подачи проволоки и ее обрезки, горизонтальный гидравлический стол перемещается вперед в рабочее положение; вертикальный гидравлический стол опускается в рабочее положение, захватывающие клещи смыкаются, удерживая упаковочную проволоку, затем поднимаются в верхнее положение, и скручивающий вал осуществляет скручивание для выполнения обвязки. Количество витков скручивающего вала регулируется серводвигателем. Количество витков может быть скорректировано через человеко-машинный интерфейс. После завершения обвязки вертикальный гидравлический стол опускается, в то время как горизонтальный гидравлический стол возвращается, создавая сложное движение для прижатия и выравнивания скрученной косички. Затем захватывающие клещи размыкаются, вертикальный гидравлический стол поднимается и возвращается, а захватывающие клещи поворачиваются в обратном направлении для возврата в исходное положение, завершая первый цикл обвязки.


Гидравлическая трансмиссионная система
Гидравлическая трансмиссионная система состоит из двух частей: гидравлической станции и системы гидравлических клапанов.
1.Гидравлическая станция
Используется асинхронный электродвигатель для привода лопастного насоса, создающего гидравлическую энергию, которая приводит в движение различные гидравлические исполнительные механизмы. Применяется гидравлическое масло марки 46 с противоизносными присадками. Поскольку рабочее давление в системе высокое, для снижения температуры масла используется маслоохладитель серии MCO, обеспечивающий охлаждение масла. Температура масла может быть установлена и автоматически регулироваться через человеко-машинный интерфейс.
2.Система гидравлических клапанов
Система гидравлических клапанов представляет собой одну из наиболее передовых гидравлических систем. Ее особенности: высокая надежность, стабильная работа; каждый вертикальный ряд гидравлических клапанов управляет отдельным исполнительным механизмом, что облегчает анализ и поиск неисправностей, а также проведение ремонтных работ.
Система электрического управления
Для частотных преобразователей и ПЛК используются компоненты Siemens, сервоприводы - марки Delta или Inovance. ПЛК обладает функцией отображения рабочего состояния, автоматической защиты и индикации неисправностей; человеко-машинный интерфейс представляет собой 10-дюймовые панели Weintek или MCGS. Автоматические выключатели на ток менее 50А, воздушные выключатели, контакторы переменного тока, а также малые реле, промежуточные реле, кнопки, переключатели и сигнальные лампы используются производства Schneider Electric. Остальные компоненты - известных китайских брендов (таких как Chint). Система управления способна непрерывно собирать и отображать параметры работы оборудования. При возникновении аномалий в работе система автоматически подает сигнал тревоги или останавливает оборудование, указывая причину, что значительно сокращает время поиска неисправностей. Система обеспечивает управление всеми устройствами, включая пуск, остановку, настройку параметров и т.д. Имеется два режима работы: ручное и автоматическое управление. Реализована система блокировок безопасности - в автоматическом режиме при возникновении аварийной ситуации оборудование автоматически останавливается с подачей сигнала тревоги.
Процесс движения автоматической упаковочной машины
Основное назначение автоматической упаковочной машины - упаковка алюминиевых прутков диаметром 9,5 мм.
1.После завершения производства партии алюминиевых прутков на производственной линии, приемная тележка с алюминиевыми прутками перемещается в положение упаковки, после чего приемный барабан автоматически индексируется и выравнивается относительно направляющего канала упаковочной машины. Процесс осуществляется с помощью электрического управления. Требуется точное позиционирование как приемной тележки, так и приемного барабана.
2.Главный канал упаковочного оборудования совершает вертикальное качательное движение, затем горизонтальное движение до достижения рабочего положения (гидравлический привод).
3.Запускается тяговый механизм, начинающий подачу алюминиевых прутков диаметром 9,5 мм. После подачи 3 витков процесс останавливается, затем происходит автоматическая обрезка (гидравлический привод).
4.Гидравлический горизонтальный стол перемещается вперед в положение упаковки.
5.Гидравлический вертикальный стол опускается в положение упаковки.
6.Захват автоматически смыкается, фиксируя 3 упаковочных прутка.
7.Гидравлический вертикальный стол поднимается в верхнее положение, захват начинает скручивание, которое прекращается после 4 оборотов (количество регулируемое).
8.Гидравлический вертикальный стол быстро опускается, прижимая скрученные прутки к виткам алюминиевых прутков.
9.Захват открывается, одновременно гидравлический вертикальный стол быстро поднимается в исходное положение. На этом этапе завершается обвязка одного прутка.
10.Приемный барабан поворачивается на угол 120°, выравниваясь относительно направляющего канала.
11.Тяговый механизм возобновляет подачу прутков, повторяя предыдущие операции для выполнения второй обвязки. Оборудование вновь повторяет операции для выполнения третьей обвязки. Гидравлический горизонтальный стол возвращается в исходное положение.
12.Главный канал совершает вертикальное качательное движение вверх, затем горизонтальное движение до полного возврата в исходное положение.
13.Запускается упаковочная тележка, перемещаясь в другое положение приемной корзины. После того как приемный барабан и приемная тележка с алюминиевыми прутками займут требуемое положение, процесс упаковки повторяется.
14.Для упаковки одной партии алюминиевых прутков требуется примерно 8 минут.

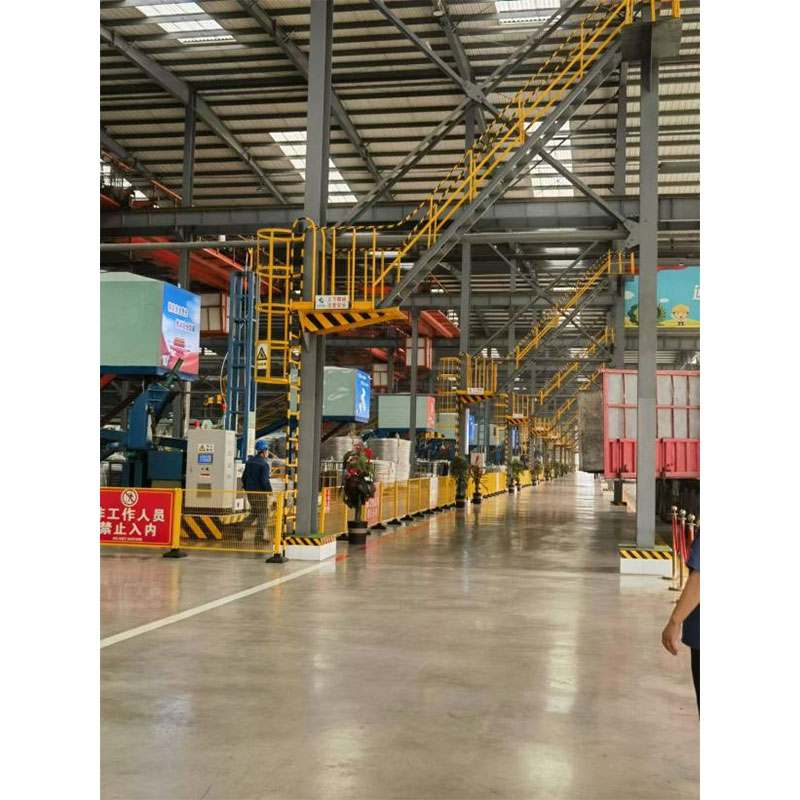
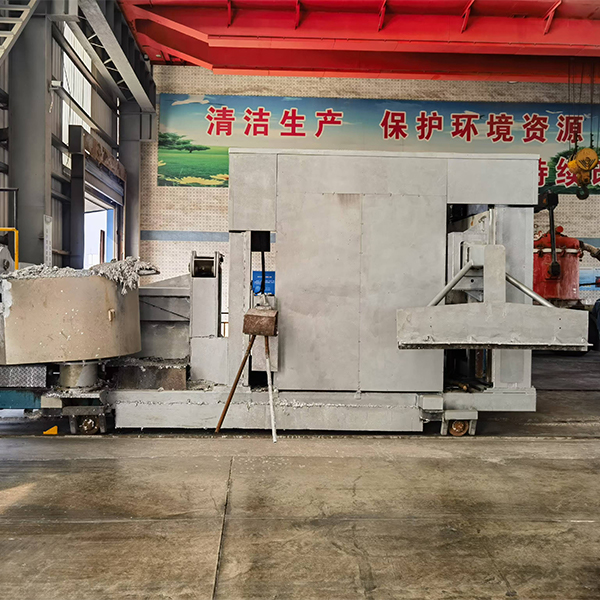
Фотографии с объекта заказчика 1

Фотографии с объекта заказчика 2

Фотографии с объекта заказчика 3

Фотографии с объекта заказчика 4

Фотографии с объекта заказчика 5

Фотографии с объекта заказчика 6
связаться с нами
Сопутствующие популярные продукты
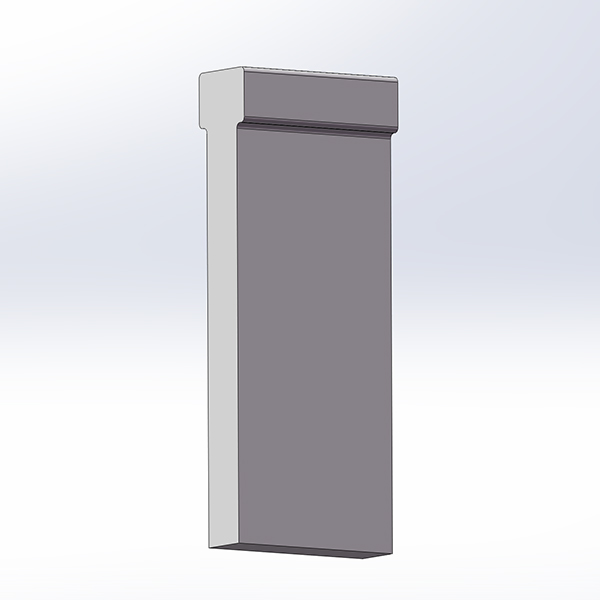
Затворная плита
Затворная плита является ключевым элементом гидротехнических сооружений, предназначенным для открытия и закрытия водосбросных (водоотводящих) каналов.
Алюминиевый прокатный валок
Алюминиевые прокатные валки являются ключевым компонентом в процессе прокатки алюминиевых изделий, непосредственно влияющим на качество продукции и производственную эффективность.
Прокатный валок 6
Валок 6 является ключевым компонентом линии непрерывного литья и прокатки медной катанки.
Срезная втулка
Срезная втулка изготовлена из высококачественного металла, имеет цилиндрическую форму с гладкой поверхностью и выраженным металлическим блеском.
Двухвалковая горизонтальная клеть
Двухвалковая горизонтальная клеть является важной составляющей прокатного стана. Состоит из двух валков, расположенных горизонтально в одной вертикальной плоскости.
Барабанная зубчатая муфта
Муфта с барабанными зубьями представляет собой жестко-гибкую компенсирующую муфту. Она в основном состоит из внутреннего зубчатого венца и наружной зубчатой втулки, причем наружные зубья имеют уникальную барабанную конструкцию.

Срезная втулка и срезной штифт
Срезная втулка изготовлена из высококачественного металла, имеет цилиндрическую форму с гладкой поверхностью и равномерным металлическим блеском. Срезной штифт представляет собой цилиндрический штифт, обычно устанавливаемый на такие компоненты как рычаг направляющего аппарата.
Выпускная труба
Кабельная труба изготовлена из высококачественных материалов с тщательной обработкой, имеет правильную цилиндрическую форму с гладкой поверхностью и равномерным цветовым покрытием.
Длинные и короткие валы клети
Длинные и короткие валы рамы являются важными деталями в конструкции рамы, предназначенными для поддержки и передачи мощности.
Муфта главного двигателя
Муфта главного электродвигателя является ключевым передаточным элементом, соединяющим главный электродвигатель с рабочей машиной. Данная муфта имеет металлическую конструкцию, изготовлена с высокой точностью обработки и обладает превосходными механическими характеристиками.
Верхняя приводная клеть
Клеть прокатного стана с верхним приводом является ключевым устройством передачи мощности и опорной конструкцией в системе прокатного стана.
Шестерня клети
Рамочная шестерня является ключевым компонентом механической трансмиссионной системы, изготовленным методом тщательной ковки из высококачественного металлического материала.
Входной направляющий аппарат
Входной направляющий механизм является важным компонентом прокатного стана и другого оборудования, предназначенным для точного направления прокатываемой заготовки в калибр валков.
Линия непрерывного литья и прокатки медных прутков
Линия непрерывного литья и прокатки медных прутков представляет собой передовое оборудование для обработки меди, обеспечивающее высокоэффективное и непрерывное производство от медного сырья до готовых медных прутков.
Кристаллизационное колесо
Кристаллизационное колесо имеет кольцевую форму и является важным компонентом в процессе непрерывной разливки и прокатки.

Пустая клеть прокатного стана
Пустая клеть прокатного стана, также называемая станиной прокатного стана, является ключевым базовым компонентом прокатного оборудования.

